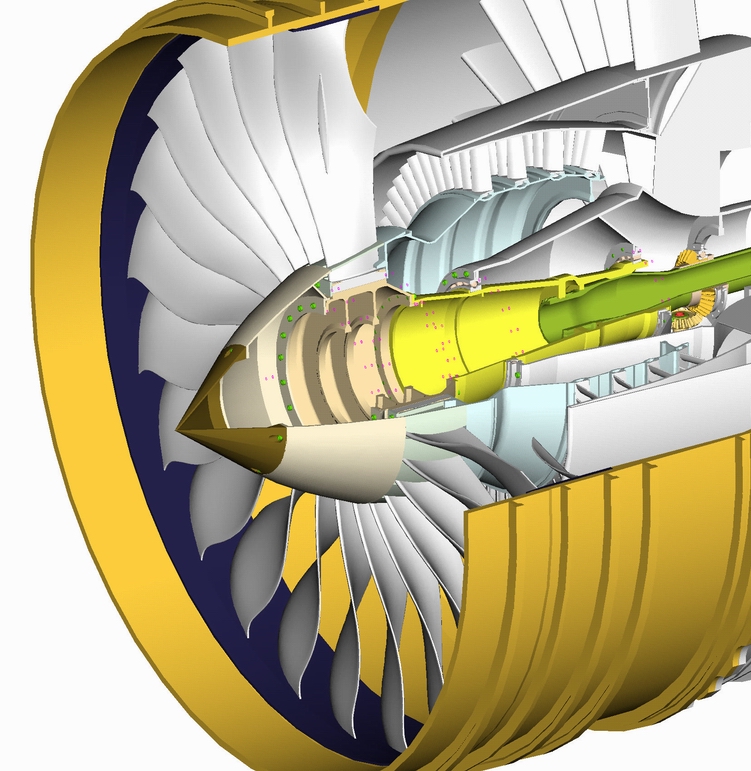
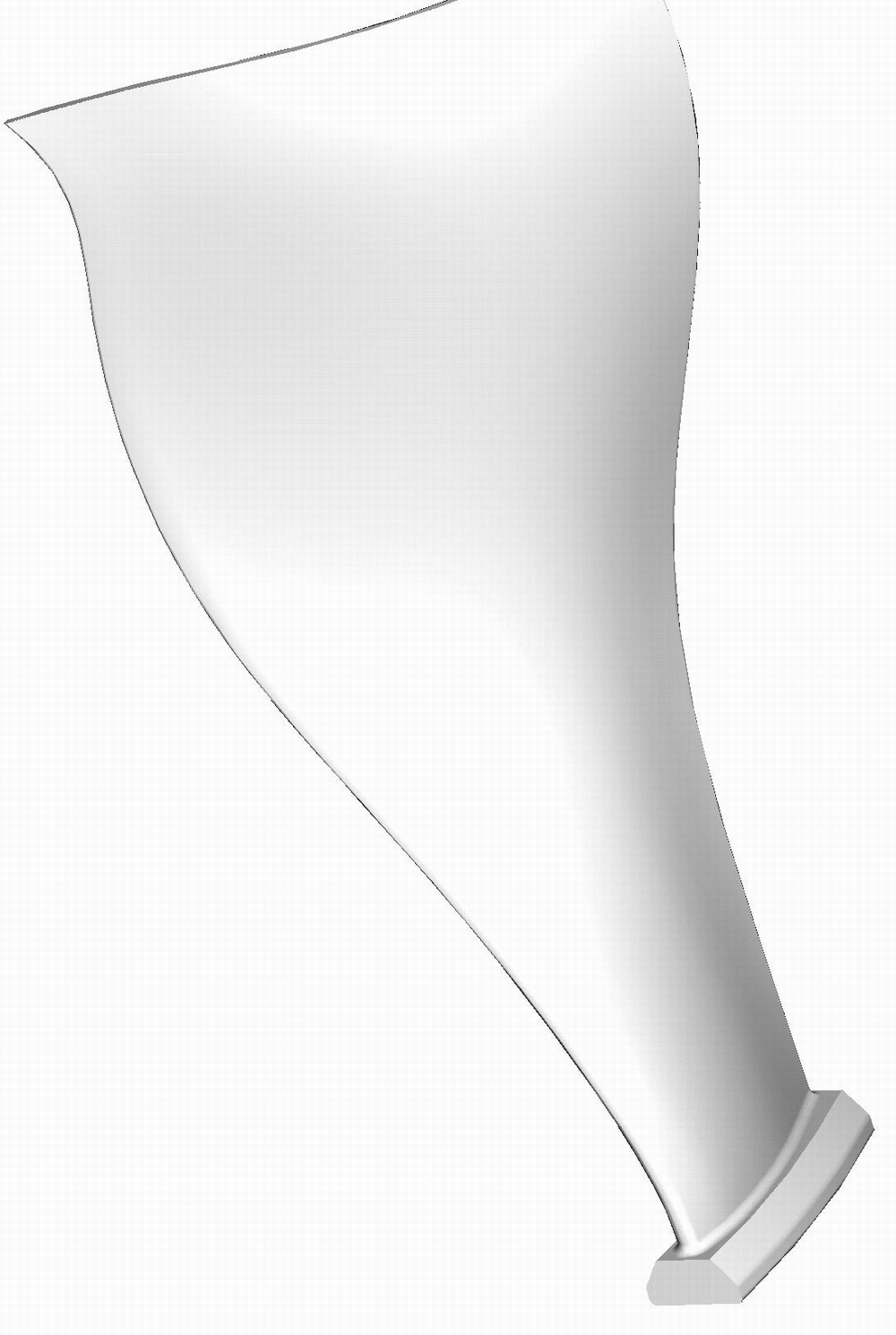
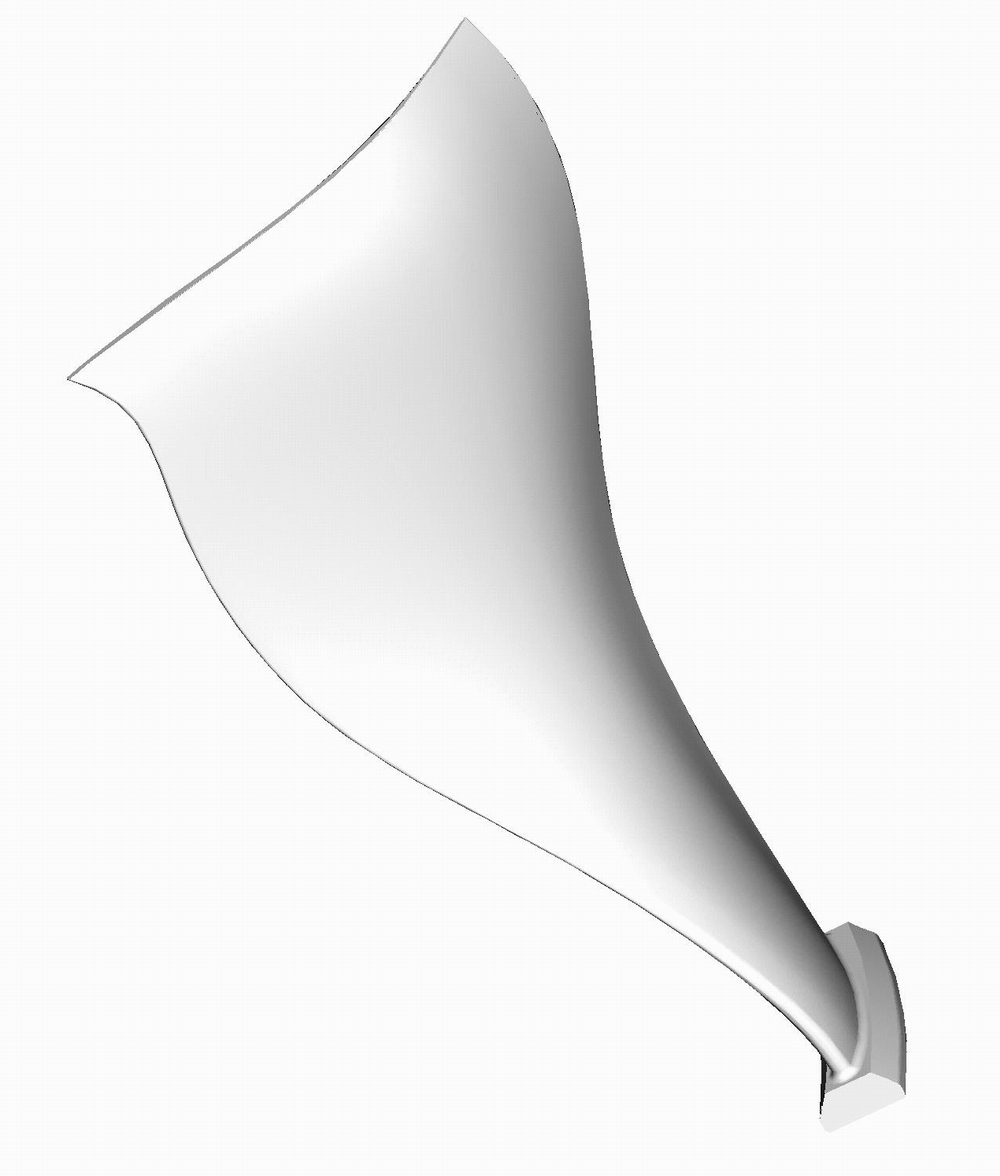
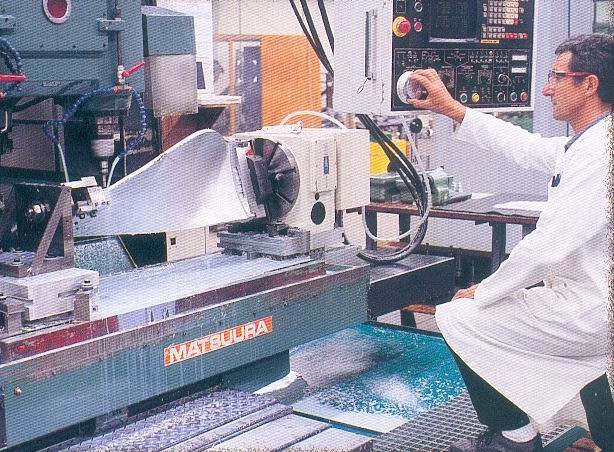
Cette pièce est une aube de soufflante de turbofan. Elle compose le fan qui assure 75% de la poussée du turbofan.
Situation de l'aube de soufflate au sein du turboréacteur et vue en perspective de l'aube seule
2.Termes definissant l'aube et son process de fabrication:
Aube: l'aube est un profil aérodynamique utilisé afin de compresser le fluide qu'elle traverse, composée d'un bord d'attaque d'une âme et d'un bord de fuite.
Fixation: ces aubes sont en liaison glissière avec les disques au moyen de queues d'arondes. Elles sont immobilisées d'un côté par une couronne et des vis et de l'autre par un frein que l'on rabat.
Turbopropulseur : une turbine à gaz entraîne une hélice conventionnelle. Son gros avantage sur le turboréacteur simple flux est son rendement, donc sa consommation raisonnable de carburant.
Turbofan : c'est un turboréacteur équipé d'un compresseur basse pression plus grand (sorte d'hélice carénée) qui augmente le débit d'air. Il est principalement utilisé pour propulser les avions civils.
Turboréacteur : unique propulseur des avions de chasse et du Concorde.
Turboréacteur double flux: la solution trouvée pour écarter les deux inconvénients majeurs du simple flux est le turboréacteur à double flux. A l'avant du turboréacteur se situent deux compresseurs : un compresseur basse pression et un compresseur haute pression. Une partie seulement de l'air que compresse le compresseur basse pression ira vers la combustion. L'autre partie, le flux secondaire ou flux froid, contourne le générateur de gaz chauds, et étouffe leur bruit. Le résultat est un vrai succès : peu de bruit et peu de consommation. Le flux secondaire, qui est encore riche en oxygène peut brûler un supplément de carburant dans les gaz d'échappement de la turbine, qui se trouve à l'arrière du turboréacteur .
Soufflante ou fan: ensemble des aubes liées au compresseur basse pression.
Cimeterre: nouvelles formes d'aubes de soufflante afin d'augmenter le débit d'air, à diamètre égal, entrainant un meilleur rendement.
Titane: matériau amagnétique de caractéristique mécanique E=110 000 MPA, T°C fusion=1670°C, Densité=4.5, Conductivité thermique=19W/mK. Le titane qui pèse 40 % moins lourd que les aciers au carbone peut voir sa résistance mécanique encore améliorée par addition d'éléments d'alliage tels que l'aluminium et le vanadum. En aéronautique, on utilise les alliages de titane pour leur exceptionnel rapport propriétés mécaniques / densité et leur bonne tenue en température jusqu'à 600°C, ainsi que pour sa tenue à l'impact.
Queue d'aronde: profil utilisé pour guider en translation deux volumes.
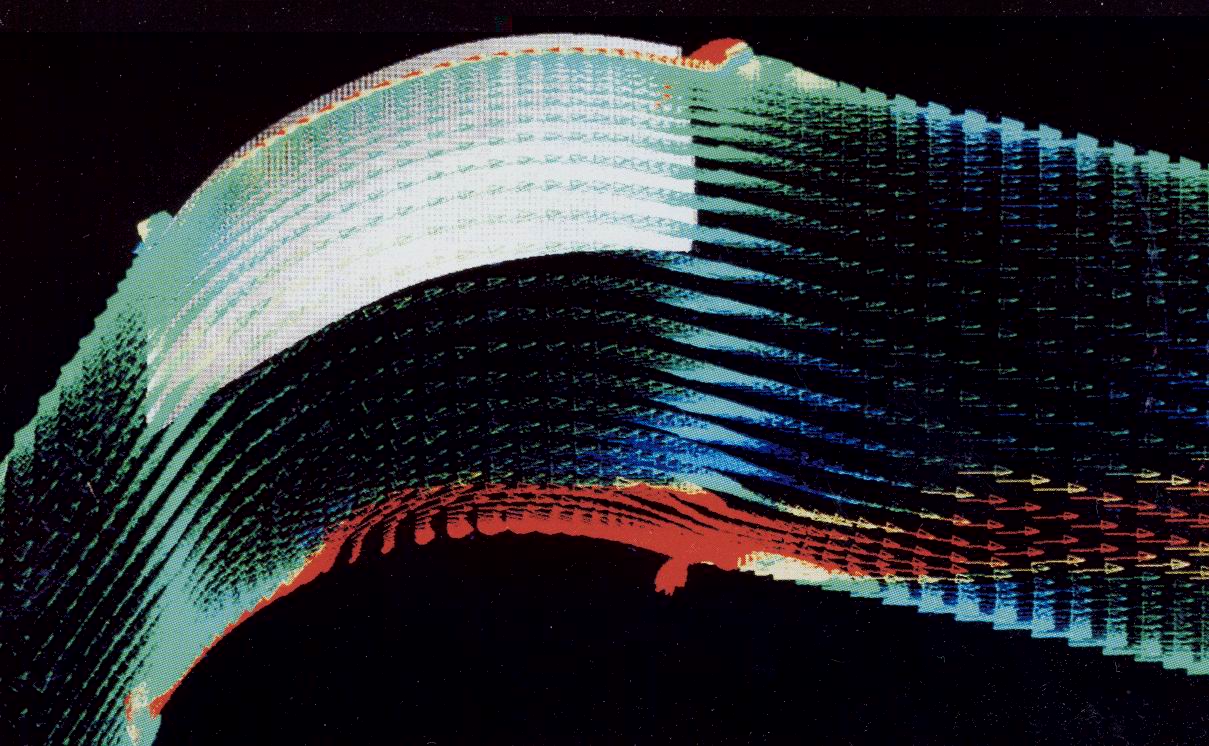
CAO CAE CFAO: les aubes sont conçues à l'aide de la Conception Assistée par ordinateur liée au calcul du profil d'aube par simulation numérique. La génération des trajectoires outils est générée par CFAO qui appuie l'optimisation de ces trajectoires en usinage à grande vitesse. Puis d'un brute forgé, vient l'opération d'usinage à grande vitesse en 5 axes.
Forme complexe: surface nécessitant pour être usinées l'utilisation simultanée de 3 ou plus de 3 axes.
Fraisage 5 axes: fraisage qui peut utiliser jusqu'à 5 axes pour les opérations d'usinage. Le type d'usinage le plus courant pour l'usinage des aubes est de type 4 axes. Cependant le 5 axes se généralise.
Usinage grande vitesse: type d'usinage utilisant de grande vitesse de coupe. Cette technologie permet un important gain de productivité.
Vitesse de coupe: valeur de la norme de la vitesse d'un point du tranchant d'un outil s'il est en mouvement (sur la fraiseuse) ou la vitesse d'un point de la surface travaillée.
Vitesse d'avance: valeur de la norme de la vitesse d'avance de la table, elle dépend du produit de l'avance par dent, du nombre de dents et de la vitesse de rotation.
Vitesse de rotation: valeur de la norme du vecteur vitesse de l'outil de coupe (en UGV >= 10 000 tr/min)
Avance par dent: valeur de l'avance tolérée par la dent d'un outil (donneur delivrée par le constructeur)
Outil de coupe: outil utilisé pour la soustraction de matière d'une pièce à usiner. Il existe des outils carbure, céramiques et à plaquette. Pour l'usinage du titane, les plaquettes revêtues TiCN sont utilisées.
TiCN : revêtement de carbure de titane utilisé pour le revêtement des plaquettes TiCN. Ce revêtement est d'une epaisseur de 2 à 5 microns, procure une dureté de 3000 Vickers, est stable jusqu'à 750°C et a un coefficient de friction de 0.4.
Puissance de coupe: puissance necessaire à l'opération d'usinage. Des broches de type electro-broches commencent à être utilisées pour les vitesses de rotation élevées.
Electro-broche: broche d'usinage ou le moteur est en prise direct sur l'outil de coupe, il n'y a pas liaisons mécaniques entre le carter moteur et le rotor. La liaison est de type magnétique.
Prise de passe: épaisseur de matière soustraite par un passage d'outil
Trajectoires outil: ensemble des directions de passage de l'outil de coupe.
Stratégie d'usinage: optimisation des trajectoires outils dans le but d'augmenter la productivité du process.
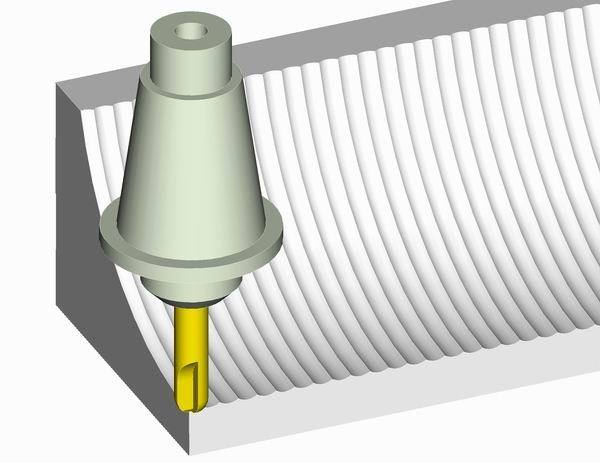
Stratégie en élévation: stratégie qui consiste, pour l'usinage de forme complexe à profil circulaire, de suivre une trajectoire suivant la courbe de plus variation de tangence.
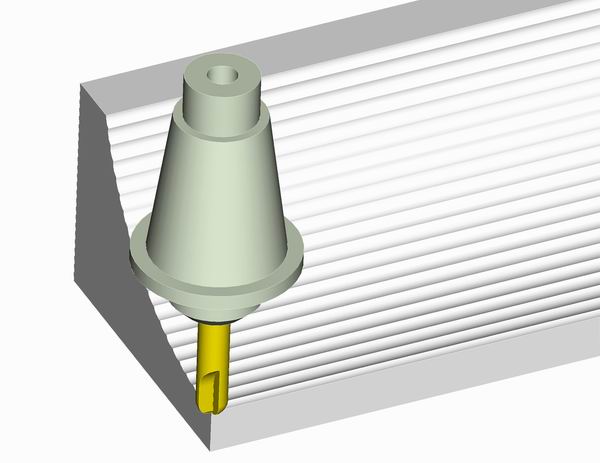
Stratégie en pas à pas: stratégie qui consiste a suivre des trajectoires de faibles variations de tangences, puis de passer à la trajectoire de niveau supérieur
Stratégie en élévation et stratégie en pas à pas
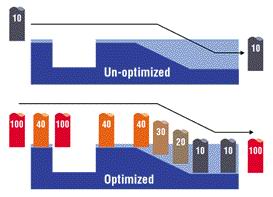
Optimisation de la vitesse d'avance: lors du passage sur des zones ou l'opération d'usinage n'intersecte pas la pièce, la vitesse d'avance est augmentée afin d'optimiser le temps de d'usinage. Certains logiciels de CFAO gère cette option.
Conception machine outil UGV: la conception des machines outil UGV a entrainé un "en-avant" dans les technologies d'avances de table, de rotation des outils, des outils en eux mêmes, mais aussi sur la structure et la rigidité du bati de la machine outil en elle même, afin de contrôler les variations occasionnés lors des opérations d'usinage.
Fraise boule: les fraises sphériques (fraises boules) s'adaptent particulièrement à l'usinage des surfaces complexes.
Montage d'usinage: assemblage permettant de maintenir en position la pièce à usiner.
3.Réseau sémantique du système "aube de turbofan":